

Høypresisjons metallstemplingsarbeid inkluderer stempling, stansing og dyptrekking


Metallstempling er en prosess med stemplingsmaskiner og verktøy for masseproduksjon. Det er mer presist, raskere, mer stabilt og billigere enn laserskjæring og bøying med bøyemaskiner. Selvfølgelig må du vurdere verktøykostnaden først.
I henhold til underavdelingen er metallstempling delt inn i vanligStempling,DyptrekkingogNCT-stansing.

Bilde 1: Et hjørne av HY Metals stemplingsverksted
Metallstempling har egenskaper med høy hastighet og presisjon. Stemplingskjæretoleransen kan nå ±0,05 mm eller bedre, og bøyetoleransen for stempling kan være ±0,1 mm eller bedre.
Design av stemplingsverktøy
Du trenger stemplingsverktøy for å lage delene når batchmengden er over 5000 stk, eller når det er dyrt produsert med laserskjærings- og bøyemaskin.
HY Metals ingeniørteam vil analysere metalldelen din og designe det beste stemplingsverktøyet i henhold til produkttegningene dine og kostnadsbudsjettet ditt.

Bilde 2: Vi har sterk ingeniørstøtte for støpeformdesign
Det kan være en progressiv dyse eller en serie med enkeltstansede dyser, avhengig av strukturen, mengden, leveringstiden og prisen du ønsker.
Progressiv dyse er en kontinuerlig stemplingsform som kan fullføre alle eller flere prosesser samtidig. Du trenger kanskje bare ett sett med progressiv dyse for å få en ferdig del.
Bilde 3: Dette er et eksempel på en enkel progressiv dyse, som skjærer og bøyer én gang.
Enkeltstansing er en trinnvis stemplingsprosess. Den kan inneholde stempelskjæreverktøy og flere stempelsbøyeverktøy.
Enkeltstansede verktøy er enklere å maskinere og vanligvis billigere enn progressive verktøy. Men det er tregere for masseproduksjon, og de stemplede delene vil ha en høyere enhetspris.
Stempling skjæring
Vanligvis er stemplingskjæring det første trinnet for å skjære hull eller former.
Skjæring med stemplingsverktøy er mye raskere og billigere enn laserskjæring.
Stemplingforming
For noen konkave og konvekse strukturer eller ribber for noen metallplater, trenger vi stemplingsverktøy for å forme dem.
Stemplingbøying
Stansbøying er også billigere og raskere enn bøyemaskiner. Men det er bare egnet for deler med kompleks struktur og liten størrelse, som 300 mm * 300 mm. Fordi verktøykostnadene vil være høyere når bøyestørrelsen er større.
Så noen ganger, for deler i store størrelser og store mengder, designer vi bare et stemplingskjæreverktøy, ikke bøyeverktøy. Vi bøyer delene bare med bøyemaskiner.
Vi har 5 profesjonelle verktøydesigningeniører som vil gi de beste løsningene for dine metallstemplingsdeler.


Bilde 4: HY Metals lager for stemplingsverktøy
Vi har mer enn 20 sett med stemplings- og stansemaskiner fra 10T til 1200T for metallstempling. Vi har laget hundrevis av stemplingsformer internt og stempler millioner av presisjonsmetalldeler for kunder over hele verden hvert år.
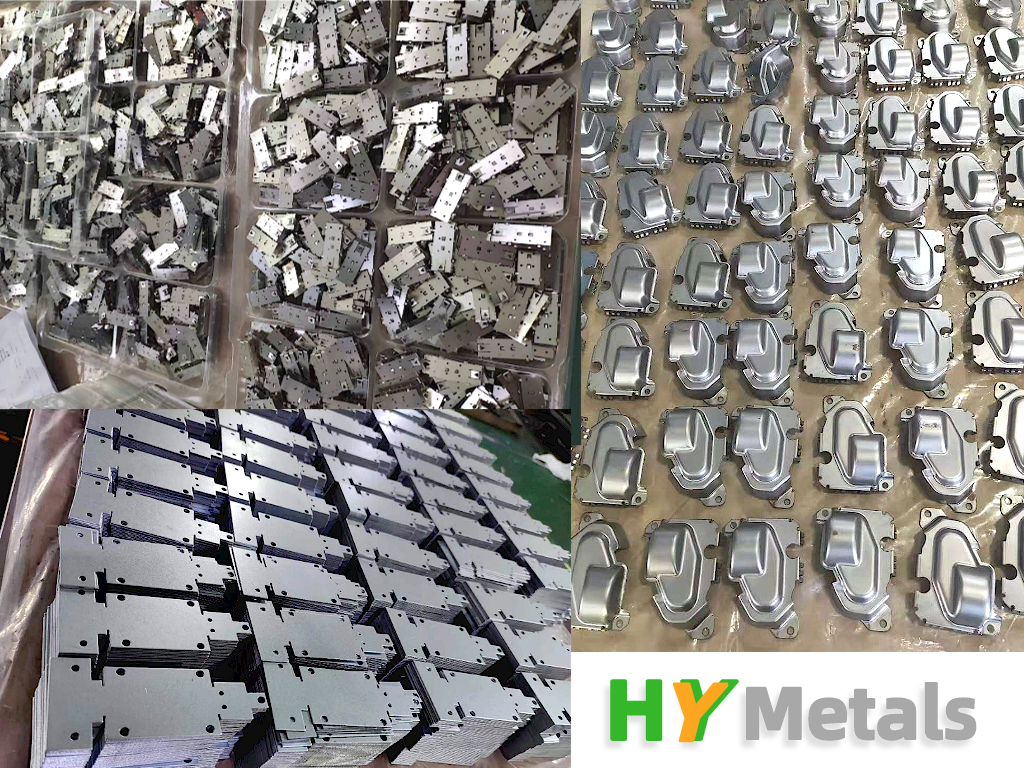
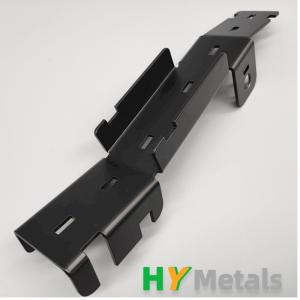
Bilde 5: Noen stemplede deler fra HY metals
Dyptegning
Dyptrekking er en form for stempling for dypere og konkavformede strukturer. Vaskene og beholderne i rustfritt stål på kjøkkenet er noen av de delene vi kan se som dyptrekking.
Vi lager mange presisjonsdeler til industrien ved dyptrekking.

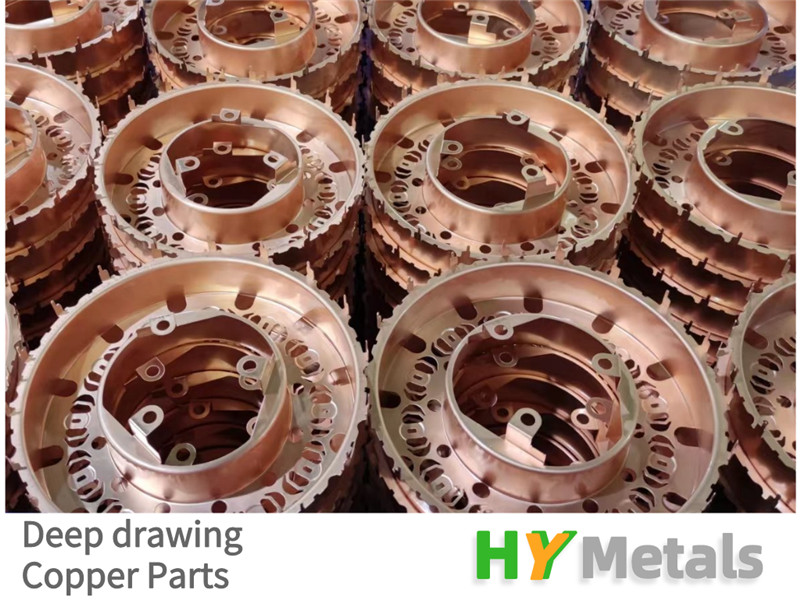
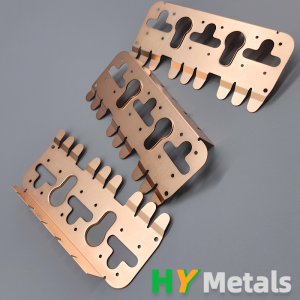
Bilde6: Dyptrekking og stempling av kobberdeler
Dette er en kobberdel for dyptrekking og stempling.
Vi designet totalt 7 sett med enkeltstansverktøy for denne delen, inkludert 3 sett med dyptrekkingsverktøy for forming og 4 sett med stempling for skjæring og bøying.
NCT-stansing

NCT-stansen er en forkortelse for Numerical Control Turret Punch Press, også kjent som Servo Punch, som drives av en automatisk maskin med industrielt kontrollsystem.
NCT-stansing er også en type kaldstemplingsprosess. Den brukes ofte til å skjære noen netthull eller noen OB-hull.
For metallplater med mange hull vil NCT-stansing være et bedre alternativ med en billigere kostnad og raskere hastighet enn laserskjæring.
Og vi vet at laserskjæring vil føre til noe deformasjon på grunn av varmen.
NCT-stansing er en kald prosess som ikke fører til varmedeformasjon og vil holde metallplaten bedre flat.
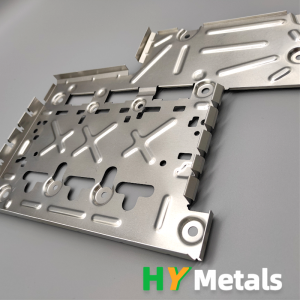
Bilde 7: Noen NCT-stansede produkter fra HY Metals
-
Tilpasset produksjonstjeneste for metallplater ...
-

Høypresisjons metallstemplingsarbeid inkluderer stempling ...
-
Høy presisjon metallplater kobberkontakt ...
-

Presisjonsprosess for bøying og forming av metallplater
-

Platemetalldeler laget av galvanisert stål ...
-

Metallprototype med kort leveringstid
-
Brakett i rustfritt stål med svart ...